 | Купить реактивы для паяния:



|
Это почти единственный вид сварки, доступный мастеру-любителю, так как все остальные (автогенная, дуговая, точечная) требуют специального оборудования и профессиональных навыков.
Для пайки требуются следующие материалы: медь, латунь, железо, цинк, серебро, олово, свинец. Сам процесс пайки металлов происходит при сравнительно невысокой температуре — 300 С.
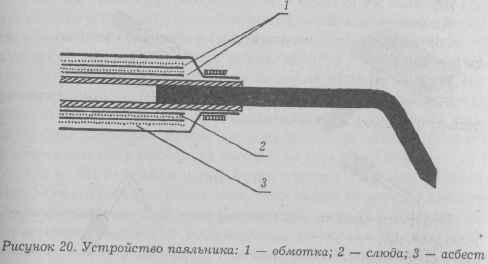
Необходимы также следующие приспособления и материалы: паяльник, паяльная лампа, припой, флюсы. Паяльник может быть как электрическим, так и с непрямым подогревом, например, на газовой горелке. Устройство простого паяльника приведено на рис. 20. Мощность его зависит от того, какие детали паяются. Для паяния медной проволоки сечением в несколько квадратных миллиметров требуется паяльник мощностью 50-100 Вт. Для пайки более крупных деталей нужен паяльник мощностью в несколько сотен ватт.
Паяльная лампа необходима для пайки круглых деталей (например, медных труб). Это может быть керосиновая лампа (обращаться с ней нужно очень осторожно) или газовая горелка, более надежная в употреблении.
Пайка требует использования специальных средств — флюсов, каждый металл требует применения своего флюса. Припоем называется сплав в виде брусков или катушки проволоки с флюсом внутри.
Перед началом работ проверьте, паяются ли металлы, которые имеются у вас. Поверхности деталей, которые вы собираетесь спаять, нужно прежде всего очистить от грязи и пленок, которые образуются на металле под воздействием воздуха.
Делается это с помощью стальной щетки, напильника или наждачной бумаги. Затем поверхности протравливают кислотой. Для стали лучше использовать соляную, для меди и ее сплавов — серную, для сплавов с большим содержанием никеля — азотную кислоту. Закончив протравливание, поверхности обезжиривают, протирая их тампоном, смоченным в бензине. Делать все это нужно непосредственно перед началом пайки.
Нагрев паяльник, с него, если необходимо, удаляют напильником окалину, а потом погружают его во флюс (рис. 21 а,б). В качестве флюса обычно используется канифоль. Во время пайки она предохраняет металл от окисления. Флюс должен покрыть всю рабочую часть паяльника. После этого паяльник погружают в припой так, чтобы на его рабочей части остались капельки расплавленного олова (рис. 21 в,г). Затем паяльником прогревают подготовленные поверхности деталей и облуживают их, то есть покрывают слоем расплавленного припоя.
|
Металл
|
Флюс
|
|
Цинк
Свинец, олово Железо, медь Латунь, серебро
|
Серная кислота Стеариновая кислота Хлористый цинк Хлористый цинк
|

Подождав, пока детали немного остынут, их соединяют между собой, снова нагревают паяльником и заполняют образовавшийся шов расплавленным припоем. Иногда на место соединения накладывают кусочки холодного припоя, а потом нагревают его и заделывают им шов. Не допускайте, чтобы паяльник перегревался. В этом случае припой будет плохо держаться на его рабочей части. Кроме того, при очень высокой температуре припой окисляется, что снижает качество соединения.
При пайке больших поверхностей описанную выше процедуру повторяют несколько раз или поступают по-другому: мелкие кусочки припоя равномерно раскладывают по месту соединения, а затем расплавляют (рекомендуется поверхность и паяльник периодически обрабатывать флюсом).
При пайке нужно следить за степенью нагрева поверхностей и паяльника. Сильно нагретый паяльник плохо удерживает припой. Если же в процессе пайки металла спаиваемые поверхности были нагреты слабо, спай будет ненадежным. Особенно надо быть аккуратным при пайке электронных (главным образом полупроводниковых) приборов, поскольку даже незначительный перегрев может привести к выходу их из строя. Такие приборы следует паять мягкими (с низкой температурой плавления) припоями и ограниченное время (как правило, 3-5 сек). Вообще же полупроводниковые приборы рекомендуется паять электрическим паяльником мощностью не более 40 Вт при напряжении питания не более 40 В. При использовании паяльников с питанием от сети 127 или 220 В незначительное нарушение электрической изоляции, неопасное для человека, может привести к электрическому пробою (и выходу из строя) приборов.
Когда место пайки остынет, его следует очистить от остатков флюса (особенно тщательно, если флюс содержит кислоту; это необязательно при использовании в качестве флюса канифоли и так называемых бескислотных флюсов) и при необходимости заровнять, например, напильником. В домашних условиях главным образом приходится паять предметы хозяйственного обихода из стали и медных сплавов (бронзы или латуни). Присадочным материалом при паянии металлических изделий служат оловянно-свинцовые припои с температурой плавления 180-280° С; они поступают в продажу в виде прутков.
При пайке дыр в цинковой крыше или водосточной трубе нанесите каплю соляной кислоты вокруг дыры или щели, приложите одновременно припой. Двигайте паяльник вдоль щели до тех пор, пока припой не расплавится и не прикрепится к цинковой поверхности. Если нужно спаять крупногабаритные медные детали, мощности паяльника уже недостаточно. Поэтому зачистите поверхности, нагрейте их паяльной лампой, помажьте флюсом нагретые поверхности и расплавьте на них припой. Детали после лужения соедините, нагрейте паяльной лампой, прикладывая к соприкасающимся поверхностям припой и флюс. Прекратите нагрев и оставьте детали остывать до тех пор, пока припой не затвердеет.















 Если гости курят в комнате, зажгите свечу — ее пламя частично очистит воздух. Свеча горит ровнее и дольше, если возле фитиля положить несколько кристаллов соли.
Если гости курят в комнате, зажгите свечу — ее пламя частично очистит воздух. Свеча горит ровнее и дольше, если возле фитиля положить несколько кристаллов соли. 